求助_给单据业务规则里,增加一个配置选项: 对库存的影响生效【保存 或 审核】_产供销
| 学习交流 » 产供销 »给单据业务规则里,增加一个配置选项: 对库存的影响生效【保存 或 审核】
|
|
| |
| 作者 |
|
ayangzhi [个人空间]
  
注册 2010-07-18
发贴数 963
精华贴 1
原创贴 2
来自
状态 正常
级别 贵宾 |
|
|
以前也有考虑过这个选项是否有存在的必要。
有,就担心 保存过多次数,使软件每次都会去插入库存表的工作量过多。但是特定情况下,又非常有作用。
没有情况下,审核的时候才产生对库存表的数据插入,对数据写入工作量少一些。
现在遇到生产中:
CK 仓库
A 工序
B 工序
C 工序
……
假设、生产单发料出去,只减少CK仓库库存 ,并不能体现库存从A移至下一道工序。库存报表里不能体现工序的库存量(不采用)。
采用:
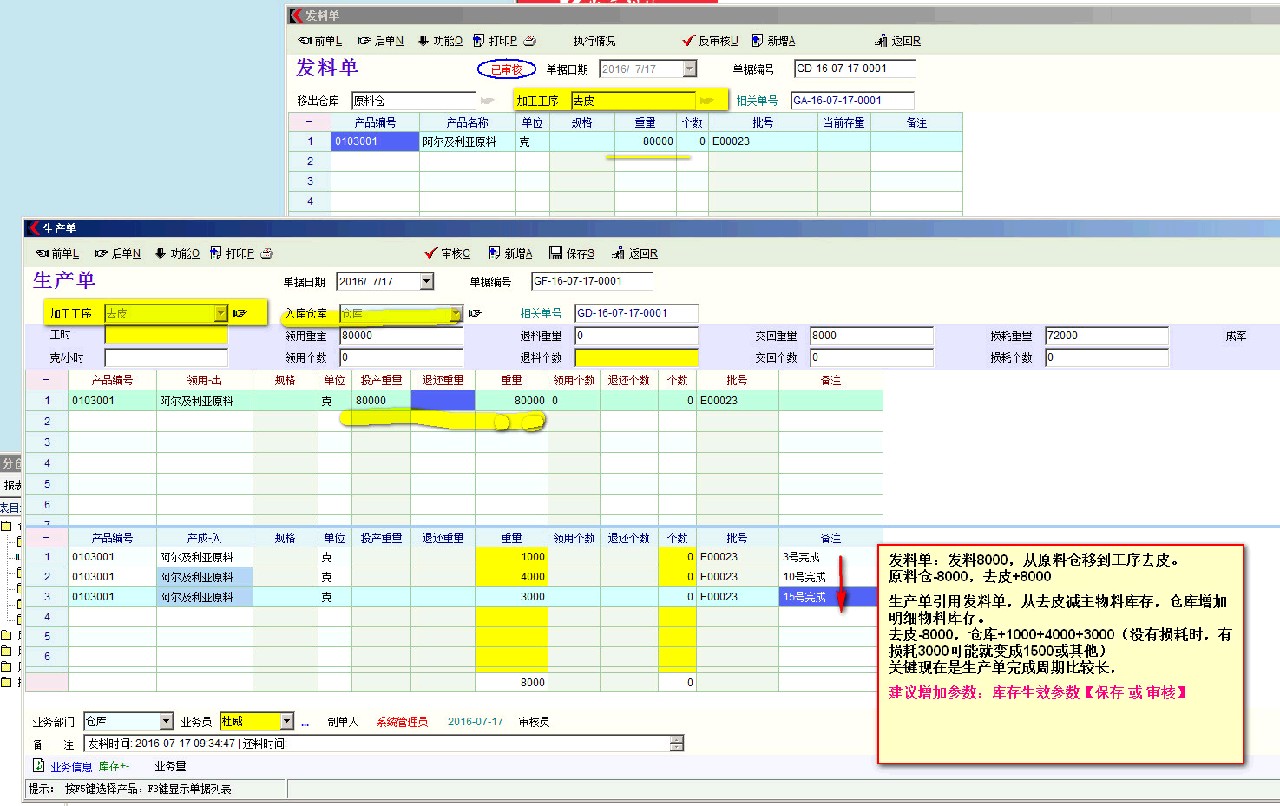
生产单发料出去,使用移库,从CK仓库移至A仓库,这样可以体现A仓库(工序)正在生产的有多少库存量。
而A仓库(工序)生产完之后,使用生产单登记生产详情,从A减少生产发料单中的数量,生产成品入至CK仓库,中间存在损耗,库存参数为:A-,CK+。
循环使用发料,和生产单。可以体现 CK - A - CK - B - CK - C,一直到所有工序完成为止。
上面是指发料,真正的需求是在生产单。
生产单是引用发料单,登记每个工序生产的详情,主要的是一个生产单的时间跨度比较长。可能从发料单里领了100个产品,1号完成3个,就先交回3个入库;10号完成了20个就交回,30号完成70个就交回。
而1号交回的3个产品,可能在2号就发给其他工序去做了。
生产单在没有把领料的产品生产完是不能审核的,因为领出100个,要把这100个全部生产完才能审核(可能存在损耗)。而不审核,就不能将3号已生产的产品入回CK,再流转到下一道工序。
所以建议在库存设置中,增加一个对库存的设置参数:
对库存影响生产是在保存时,还是审核时。
注意:在仓库不允许负库存时, 如果设置库存影响 在保存时, 保存的时候,检测一下是否会导致负库存出现。提示一下。
只针对库存单独影响 , 暂时不用考虑往来、资金、业务量。 |
|
 |
于 2016-07-17 09:38 被 ayangzhi 修改

杨清云,承接商贸管理、人力资源实施、综合管理实施服务.
可扩展开发WEB, 物联网, 大屏展示报表, 移动端, 微信公众号等.
联系QQ:13836962 TEL:13058180007
|
|
k58090421 [个人空间]
QQ名 中山―K5
注册 2012-04-11
发贴数 425
精华贴 1
原创贴 2
来自
状态 正常
级别 会员 |
|
|
以下是QQ聊天纪录,请杨老师指教我对生产理解的对不对。
1 不知道你经历的工厂有没有不停产盘点过,2 对于BOM表上无法按单领料的物料,你们是怎么管控的? 比如说胶水,油漆,螺丝。
搞清楚了这两个问题,杨老师的问题就不是问题了
有些软件会有一个这样的单据来做“在产产品产量录入单”。
台湾易飞等软件是通过“车间现场仓”的方式来做的,就是把在产品分拆成原材料入到车间现场仓的。
第二个问题,就是BOM表无法领料的东西,也是通过车间现场仓的方式领料的
所以杨老师的问题,可以通过车间现场仓的方式解决。
交接单本来就是仓库对仓库,也可以理解为车间库存。 那所有的问题就不是问题。这个仓库也参与成本核算的。 |
|
|
QQ 330684348
|
|
ayangzhi [个人空间]
注册 2010-07-18
发贴数 963
精华贴 1
原创贴 2
来自
状态 正常
级别 贵宾 |
|
|
楼上的,聊天记录是跟谁的聊天记录?
onlyit软件里面现在有 车间现场仓?
现在的问题不仅仅是交接单,仓库对仓库。分开来看,是2个仓库分别的操作,
从A仓库中拿出来,经过生产之后,再入到B仓库中去,中间有了数量的变化,拿出100克,生产完可能只有80克了。
现在的重点也不是说数量上的变化,如果一天生产完了,没有问题。但是周期太长了,一个生产单定制成A-, B+的形式,就会造成库存 不准,因为现在只有审核之后,才会发生库存变化。
如果想库存准确,只有分拆成多种单据来做,
1、做个生产单,要做什么,
2、单独做个生产领料单,从A仓库领出来 100,或几种物料各一些准备生产。
3、单独做个生产入库单,把做好的某产品入到B仓库去。(每次做完一点就做一个单据10、10、80)
但这样的缺陷就是,从A仓库中拿出来的几种产品,直接库存就完全减掉了,在库存里就没有了,不像使用一个移库单(发料单)从A移出来至B中间,说明到达了B仓库中有哪些了。
而生产单的作用就是,引用发料单中的某物料进行生产,从B仓库中减出引用的物料(没有引用的就还在B仓库中间),能够体现出数据的变化,工序中还有多少准备生产的。
在OIT里也许能使用虚拟仓库来解决。
但使用虚拟仓库,同样需要使用多种单据,生产计划、单独发料、单独入库,而且最主要的是单据中不能选择哪一个虚拟仓库(不像真实仓库一样),只能在业务配置里配置好一个虚拟仓库。这如果有多个工序,虚拟仓库实现起来也是不靠谱灵活的。并且数量上存在变化 发料增加虚拟仓100,而单独入库时只能入80,损耗掉的会留在虚拟仓里,除非再单独用个单据去减。
实现起来也是超级麻烦的事。
而增加一个库存参数的生效设定,是最为简洁的解决办法。只是单据在保存的时候,插入库存影响而已,开发的时间也是不需要很长时间。
另外再说一下,这样规划之后,盘点工序仓库是比较容易的,因为能体现工序中还有哪些准备生产的,移过去就在工序仓库里了,生产单没引用还没有开始生产。
车间现场仓不是仓库?在oit里直接仓库体现不就行了,说的名称那么复杂,绕。
是不是仓库无所谓,,最重要的是能体现库存数量和时间的变化。 |
|
|
杨清云,承接商贸管理、人力资源实施、综合管理实施服务.
可扩展开发WEB, 物联网, 大屏展示报表, 移动端, 微信公众号等.
联系QQ:13836962 TEL:13058180007
|
|
k58090421 [个人空间]
QQ名 中山―K5
注册 2012-04-11
发贴数 425
精华贴 1
原创贴 2
来自
状态 正常
级别 会员 |
|
|
车间现场仓的概念其实就是:以车间的名义起的仓库名称,就想象在车间的角落里设定了一个地方存放物资,也许这个角落其实是不存在的,也许这个角落就是在流水线上。
首先解决的是一些无法分割的BOM物资,比如说油漆,某个订单可能需要1公斤油漆,但是仓库无法倒1公斤油漆给车间使用,只能采用调拨的方式把一大桶油漆先调拨到车间中,车间生产完成以后,多余的退回给仓库中,使用的按实际生产耗用进行成本费用分摊。
杨老师的问题也可以用车间仓库来解决,原材料首先从原材料仓库出仓(生产领料单),经过第一道工序,A车间仓库入库半成品,然后第二道工序从A车间仓库领料生产(物料交接单),物料交接单审核就会从A车间仓库到B车间仓库。无论是不是有损耗,物料经过一道工序,已经不同于第一道工序的物料了,已经是新的一个物料编码了,成本核算来说也是没有问题的。到最后一道工序完成,就是引用生产任务单成品入仓(成品入仓单)了。一条生产流程下来,如果按订单领料生产,车间仓库中理论是没有任何剩余。
生产领料单对应的是从仓库领料,物料交接单对应的是车间之间的流转。
想要查看生产过程,一查工序路线中的工序产出,二查车间仓库中的现有库存,无论一张生产任务单做成一百年也好,都没有影响的。 |
|
|
QQ 330684348
|
|
k58090421 [个人空间]
QQ名 中山―K5
注册 2012-04-11
发贴数 425
精华贴 1
原创贴 2
来自
状态 正常
级别 会员 |
|
|
嵌套多级BOM的问题一并解决:
A车间完成工序,将自己工序的半成品入仓,(A车间现场仓),
B车间要将A车间生产完成的半成品,再加上别的物料组合成新的半成品,就从A车间现场仓领料交接,其他物料从仓库中生产领料,这个领料单都是由套用BOm而来的生产任务单生成的。
无论是不是生产有损耗,都不影响,(实际生产中另外有一套控制耗损退仓的流程,通过退入仓将成本核算到本订单利润,或者加权平均到整月成本)。
生产多少 就入多少到自己的车间现场仓,(工序产出)
*****交接单就是车间仓库的一进一出。******
*****生产领料就是车间从仓库领料。*******
多年来一直都是这么运作,实在想不出有什么行不通的。
PS: oit在嵌套多级BOM上确实是比较弱,做一个成品BOM,一定要做到最细一级,否则生产任务单运作就会有问题。
如果成品没有做到最细一级,可以用加工单做为补充,但总是感觉别扭,而且也不能自动按订单算成本和利润。 |
|
|
于 2016-07-18 15:58 被 k58090421 修改
QQ 330684348
|
|
ayangzhi [个人空间]
注册 2010-07-18
发贴数 963
精华贴 1
原创贴 2
来自
状态 正常
级别 贵宾 |
|
|
+_+...........
一言难尽,难点在哪里。 |
|
|
杨清云,承接商贸管理、人力资源实施、综合管理实施服务.
可扩展开发WEB, 物联网, 大屏展示报表, 移动端, 微信公众号等.
联系QQ:13836962 TEL:13058180007
|
|
k58090421 [个人空间]
QQ名 中山―K5
注册 2012-04-11
发贴数 425
精华贴 1
原创贴 2
来自
状态 正常
级别 会员 |
|
|
感觉oit的用户,大多都是商贸或者比较简单的加工型企业,也少见有人在论坛上提出多少关于生产的问题,实际上想把企业的进销存生产做细做强,是非常不容易的。
oit在生产上的单据比较完备,这是强项所在,BOM表有点简单不能多级嵌套体现,也确实是弱项。
现有的生产单据,已经可以基本实现生产流程管控,尽管oit有的地方确实不尽如人意,但是通过一些别的方法,也可以解决一些问题。
流程很重要,
一个企业管理的好不好,全看流程设计。 |
|
|
QQ 330684348
|
|
|
|